
ভাষা
পণ্য অনুসন্ধান
ভাষা
- English
- 简体中文
- Тоҷикӣ
- O'zbek
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel

কোম্পানির খবর
DMAIC - মেশিনযুক্ত যন্ত্রাংশের ক্রমাগত গুণমান উন্নতির সুবিধা প্রদান
2025-09-19"নিজেকে সন্তুষ্ট করুন, গ্রাহকদের সন্তুষ্ট করুন, সৎ এবং বিশ্বস্ত হোন, এবং শ্রেষ্ঠত্বের জন্য সংগ্রাম করুন" এর কোম্পানির গুণমান নীতি এবং পরিচালনার দর্শন মেনে আমরা ক্রমাগত গ্রাহকদের উচ্চ মূল্যের পণ্য সরবরাহ করি - কার্যকারিতা এবং আরও স্থিতিশীল মানের। সম্প্রতি, মেশিনিং ওয়ার্কশপে, এমন একটি ঘটনা ঘটেছে যেখানে কিছু মূল প্রক্রিয়ার মূল মাত্রা বা জ্যামিতিক সহনশীলতা প্রক্রিয়াকরণের পরে অস্থির এবং 6 - সিগমা নিয়ন্ত্রণের প্রয়োজনীয়তা পূরণ করতে ব্যর্থ হয়। কোম্পানির ব্যবস্থাপনা এটিকে অত্যন্ত গুরুত্ব দেয় এবং একটি কর্মশালার মান উন্নয়ন টাস্ক ফোর্স গঠনের জন্য কর্মশালাটিকে উন্নীত করেছে। এই টাস্কফোর্সে প্রাসঙ্গিক বিভাগের নেতা, প্রাসঙ্গিক প্রকৌশলী, দলের নেতা এবং ফ্রন্ট-লাইন প্রোডাকশন কর্মীদের নিয়ে গঠিত। DMAIC পদ্ধতি ব্যবহার করে 6 - সিগমা উন্নতি, একটি ব্যাপক গুণমান উন্নয়ন প্রচারাভিযান চালু করা হয়েছে। পটভূমি তদন্ত, তথ্য সংগ্রহ, সমস্যার সংক্ষিপ্তসার, কারণ বিশ্লেষণ এবং স্বল্প-মেয়াদী এবং দীর্ঘমেয়াদী উন্নতির ব্যবস্থা প্রণয়নের মতো একাধিক উন্নতিমূলক কার্যক্রমের মাধ্যমে, গুণমান উন্নতির কাজটি সম্পূর্ণরূপে সম্পাদিত হয়েছে। এই উন্নতির কার্যকলাপটি সমান্তরালভাবে 6 - সিগমা উন্নতির সরঞ্জামগুলি বোঝার, প্রয়োগ এবং প্রচার করার ক্ষেত্রে ঘাস-মূল পরিচালক এবং কর্মচারীদের ব্যবহারিক ক্ষমতাকে ব্যাপকভাবে উন্নত করেছে। এটি মেশিনযুক্ত যন্ত্রাংশের গুণমানের বৈশিষ্ট্যের তারতম্য এবং ওঠানামা কমাতে সাহায্য করে, যার ফলে মোটরগুলির সামগ্রিক উত্পাদন গুণমান উন্নত হয় এবং গ্রাহকদের আরও ভাল - মানের পণ্য সরবরাহ করতে সহায়তা করে।
DMAIC উন্নতি প্রক্রিয়ার মধ্যে পাঁচটি পর্যায় রয়েছে: সংজ্ঞায়িত, পরিমাপ, বিশ্লেষণ, উন্নতি এবং নিয়ন্ত্রণ। এই পাঁচটি পর্যায় একটি পূর্ণ-প্রক্রিয়া গুণমান উন্নতির পদ্ধতি গঠন করে এবং প্রতিটি ধাপে বেশ কয়েকটি কাজের ধাপ রয়েছে। নিম্নলিখিত সমস্যাটির উন্নতির একটি সংক্ষিপ্ত বিবরণ দেওয়া হল যে সামনে এবং পিছনের ভারবহন চেম্বারের সমাহার এবং সমাবেশের শেষ মুখের রানআউট ডাবল-সমর্থিত মেশিন বেস এবং বিয়ারিং চেম্বার সমাবেশের পরে অস্থির হয়:
01 সংজ্ঞায়িত করুন
দলের প্রাসঙ্গিক সদস্যরা একটি বিশেষ গুণমান উন্নয়ন সভা করেছে এবং দলের উন্নতির লক্ষ্য নির্ধারণের জন্য ব্রেনস্টর্মিং ব্যবহার করেছে:
• ক) সমস্যা: ডাবল-সমর্থিত মেশিন বেস অ্যাসেম্বলির ভারবহন আসনের সূক্ষ্ম-মেশিনযুক্ত অভ্যন্তরীণ ছিদ্রের সহ-অক্ষীয়তা অস্থির। সমাবেশের পরে, এটি পুরো মেশিন বেসের ভারবহন চেম্বারের রানআউট সহনশীলতাকে অতিক্রম করবে, যা অঙ্কন প্রয়োজনীয়তা পূরণ করে না।
• খ) উন্নতির লক্ষ্য: ত্রুটির হার 200 PPM-এর কম, এবং বিয়ারিং চেম্বারের রানআউট 0.05 মিমি-এর কম।

02 পরিমাপ
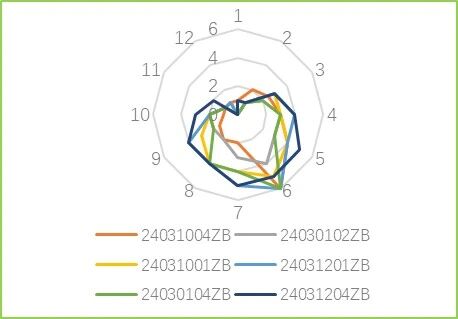
উন্নতি দলটি মানের একটি টেবিল ডিজাইন করেছে - মেশিনিং প্রক্রিয়া সম্পর্কিত পরামিতিগুলিকে প্রভাবিত করে। এই সারণী অনুসারে, সংশ্লিষ্ট প্রক্রিয়ার অপারেটররা প্রক্রিয়া এবং প্রক্রিয়া পচন, কাটিং প্যারামিটার সেটিংস, টুলিং এবং ফিক্সচারের মূল প্যারামিটার সেটিংস, অবস্থান এবং ক্ল্যাম্পিং ফোর্স সেটিংস এবং অন্যান্য সম্পর্কিত পরামিতি সহ ডেটা সংগ্রহ করে। ডেটা সংগ্রহ শেষ হওয়ার পরে, বর্তমান পরিমাপ ব্যবস্থার কার্যকারিতার একটি উদ্দেশ্যমূলক মূল্যায়ন করতে একটি রাডার চার্ট ব্যবহার করা হয়।
• ক. মূল্যায়ন পরামিতি সংজ্ঞায়িত করুন
বুদ্ধিমত্তার জন্য কারণ - এবং - প্রভাব ফিশবোন ডায়াগ্রাম ব্যবহার করে, সম্ভাব্য কারণগুলি তালিকাভুক্ত করুন - 5M2E (মানুষ, মেশিন, উপাদান, পদ্ধতি, পরিমাপ, পরিবেশ, শক্তি) এ প্রভাবকারী কারণগুলি এবং একটি তালিকা আকারে উত্স ডেটা সংগ্রহ করুন৷ উদাহরণস্বরূপ, ক্ল্যাম্পিং ফোর্স এবং ডিফর্মেশনের মধ্যে পারস্পরিক সম্পর্ক, মেশিন টুলের গতি এবং কাটিং প্যারামিটার সেটিংসের মধ্যে পারস্পরিক সম্পর্ক এবং মেশিন টুলের সঠিকতা পরামিতি।
• খ. ডেটা সংগ্রহ করুন
মূল মানের বৈশিষ্ট্য এবং মূল প্রক্রিয়া আউটপুট ভেরিয়েবল নিশ্চিত করার পরে, মূল প্রক্রিয়া ইনপুট ভেরিয়েবলগুলি খুঁজে বের করুন। প্রক্রিয়া প্রকৌশলী কর্মীদের তথ্য সংগ্রহের জন্য গাইড করেন।
• গ. পরিমাপ করা ডেটা মূল্যায়ন করুন
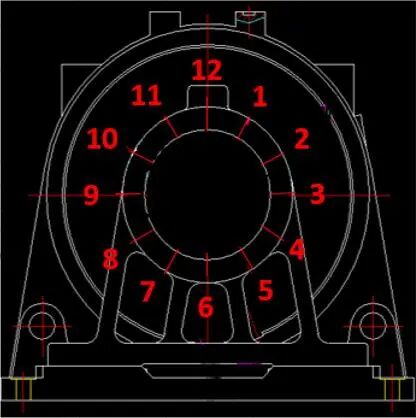
মূল প্রক্রিয়া ভেরিয়েবল থেকে সংগৃহীত উৎস তথ্যের উপর ভিত্তি করে পরিসংখ্যানগত তথ্য যেমন গড়, প্রকরণ এবং মানক বিচ্যুতি গণনা করুন। আরও বিশ্লেষণের জন্য একটি Pareto চার্ট, X/R নিয়ন্ত্রণ চার্ট বা রাডার চার্ট আঁকুন। উদাহরণস্বরূপ, ডেটা রাডার চার্টের মাধ্যমে, আমরা দেখতে পাচ্ছি যে মেশিন বেস অ্যাসেম্বলির বিয়ারিং সিটের ভেতরের গর্তের রানআউটটি বিয়ারিং সীটের ভেতরের গর্তের বিকৃতির কারণে ঘটে। এই উপসংহারের ভিত্তিতে, আমরা লক্ষ্যবস্তুতে কারণগুলি বিশ্লেষণ করতে পারি।
03 বিশ্লেষণ করুন
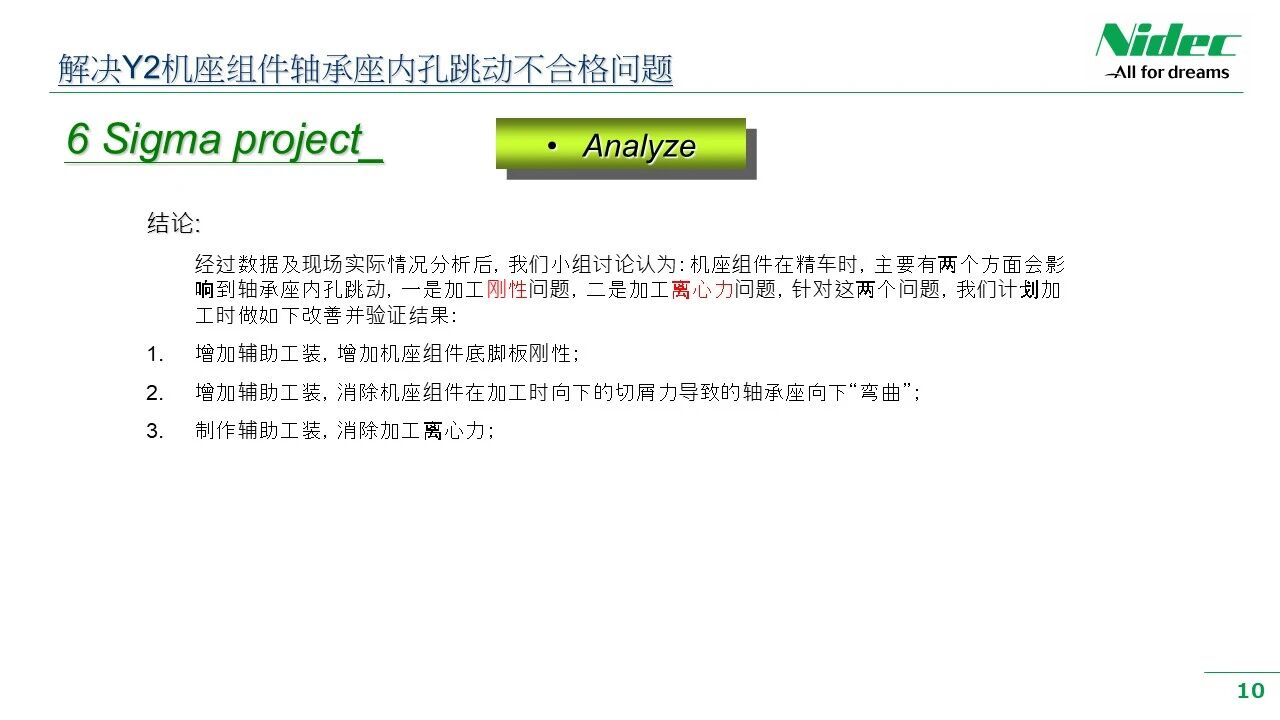
দলটি PFMEA (প্রসেস ফেইলিউর মোড এবং ইফেক্টস অ্যানালাইসিস) এবং ফিশবোন ডায়াগ্রামের মতো বিশ্লেষণ টুল ব্যবহার করে সংগৃহীত ডেটার গভীরতার কারণ বিশ্লেষণ করতে এবং মূল কারণ খুঁজে বের করতে। এর মধ্যে রয়েছে ডেটা বিতরণ শনাক্ত করা, প্রবণতা পরিবর্তন করা, বহিরাগতদের চিহ্নিত করা, প্রক্রিয়া ভেরিয়েবলের মধ্যে সম্পর্ক বিশ্লেষণ করা এবং সম্ভাব্য সমস্যার মূল কারণ নির্ধারণ করা। সমস্যা এবং কারণগুলির মধ্যে সংযোগ স্থাপন করে, দলটি সমস্যার প্রকৃতি সম্পর্কে গভীর ধারণা তৈরি করতে পারে এবং কার্যকর সমাধান প্রণয়নের জন্য একটি ভিত্তি স্থাপন করতে পারে। উদাহরণস্বরূপ, ভারবহন আসনের অভ্যন্তরীণ গর্তের রানআউট ডেটার রাডার চার্টের বিশ্লেষণের মাধ্যমে, আমরা এই উপসংহারে পৌঁছাতে পারি যে এই সমস্যার কারণগুলির মধ্যে রয়েছে মেশিনিং অনমনীয়তা এবং মেশিনিং সেন্ট্রিফিউগাল শক্তির প্রভাব রানআউটে। ডিওই (পরীক্ষার নকশা) নীতি অনুসারে, কারণ অনুমানটি বৈধ কিনা তা যাচাই করার জন্য একটি উন্নতি পরিকল্পনা তৈরি করা হয়েছে এবং তারপরে মূল কারণটি খুঁজে পাওয়া যায়।
04 উন্নত করুন
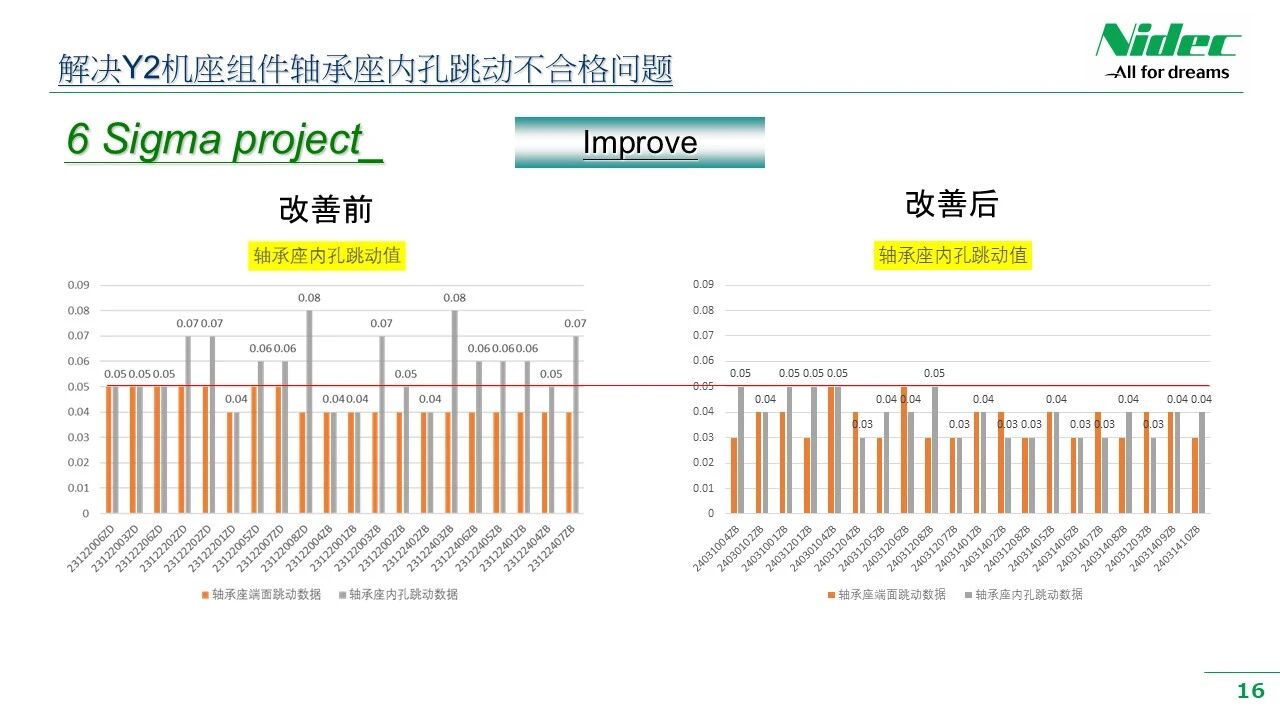
বিশ্লেষণ এবং যাচাইয়ের ফলাফলের উপর ভিত্তি করে, দল লক্ষ্যযুক্ত সমাধান প্রস্তাব করে এবং প্রয়োগ করে। এতে প্রক্রিয়া অপ্টিমাইজেশান, প্রযুক্তি আপগ্রেডিং, অপারেশন উন্নতি এবং অন্যান্য দিক জড়িত থাকতে পারে। এটি গুরুত্বপূর্ণ যে দলটিকে সমাধানগুলির কার্যকারিতা যাচাই করতে হবে যাতে তারা প্রকৃত অপারেশনে প্রত্যাশিত ফলাফল তৈরি করতে পারে। একবার যাচাইকরণ সফল হলে, নতুন সমাধানগুলিকে মানসম্মত করা যেতে পারে এবং মেশিনিং প্রক্রিয়া জুড়ে উন্নতির ফলাফলগুলি প্রচার করা যেতে পারে তা নিশ্চিত করতে দলটি প্রক্রিয়ার বিবরণ এবং অপারেশন পদ্ধতিগুলি আপডেট করবে। উদাহরণস্বরূপ, Y2 সিরিজের মেশিন বেস সমাবেশের রানআউট সমস্যার সমাধান করার সময়, আমাদের দল বিশ্লেষণ পর্বে বিশ্লেষণ করা ফলাফলের উপর ভিত্তি করে লক্ষ্যযুক্ত সমাধান প্রস্তাব করেছে। এই সমাধানগুলির মধ্যে রয়েছে ভারবহন আসনের স্থগিত অবস্থানে সমর্থন পয়েন্ট যুক্ত করা, দৃঢ়তা বাড়ানোর জন্য মেশিনের বেসের পায়ে স্টিল প্লেট যুক্ত করা এবং মেশিন বেসের পায়ের বিপরীতে কাউন্টারওয়েট যোগ করা। তারপরে, প্রক্রিয়াকরণ যাচাইকরণের ডেটা টিমের প্রত্যাশিত লক্ষ্যগুলি পূরণ করেছে তা নিশ্চিত করার জন্য একের পর এক ট্রায়াল প্রক্রিয়াকরণ যাচাইকরণ করা হয়েছিল এবং অবশেষে একটি কার্যকর সমাধান পাওয়া গেছে।

05 নিয়ন্ত্রণ
নিয়ন্ত্রণ পর্যায় হল DMAIC পদ্ধতির চূড়ান্ত লিঙ্ক এবং এটি উন্নতির ফলাফলের স্থায়িত্ব নিশ্চিত করার মূল চাবিকাঠি। এই পর্যায়ে, দলটি প্রক্রিয়া পর্যবেক্ষণ, অস্বাভাবিক পরিচালনা এবং ক্রমাগত উন্নতি সহ একটি নিয়ন্ত্রণ পরিকল্পনা প্রণয়ন ও বাস্তবায়ন করবে। নিয়মিতভাবে প্রক্রিয়া কর্মক্ষমতা নিরীক্ষণ এবং নিয়ন্ত্রণ কৌশল সামঞ্জস্য করে, দল নিশ্চিত করতে পারে যে প্রক্রিয়াটি সর্বদা একটি নিয়ন্ত্রিত অবস্থায় রয়েছে এবং সমস্যাটি পুনরাবৃত্তি হওয়া থেকে রোধ করতে পারে।
মেশিনিং ওয়ার্কশপের একাধিক উন্নতি দলে সিক্স সিগমা ডিএমএআইসি ইমপ্রুভমেন্ট টুলের সুনির্দিষ্ট প্রয়োগের মাধ্যমে, প্রক্রিয়ার গুণমান উন্নত করতে এই সরঞ্জামটি ক্রমাগত ব্যবহার করার জন্য সমস্ত কর্মচারীদের সচেতনতা এবং ব্যবহারিক ক্ষমতা উন্নত করা হয়েছে। এটি কর্মশালায় সমস্ত কর্মচারীর উদ্ভাবন এবং উন্নতির জীবনীশক্তিকে উদ্দীপিত করেছে, ভবিষ্যতের উন্নয়ন প্রকল্পগুলিতে DMAIC পদ্ধতির ব্যাপক এবং গভীরভাবে প্রয়োগকে উন্নীত করেছে, মানসম্পন্ন অস্বাভাবিক সমস্যাগুলি বিশ্লেষণ এবং সমাধান করার জন্য মেশিনিং ওয়ার্কশপের সমস্ত কর্মচারীর ক্ষমতাকে ব্যাপকভাবে উন্নত করেছে, এবং কর্মচারীদের শেখার এবং উন্নত প্রক্রিয়ার ফলাফল উপভোগ করতে সক্ষম করেছে।
সংবাদ সুপারিশ

সভা "নি" | 2026 চায়না ইন্টারন্যাশনাল এলিভেটর প্রদর্শনীতে নিডেকো লিফটের উপাদান আত্মপ্রকাশ করে
2026-06-20
Nidec এলিভেটর কম্পোনেন্টস Guangde Co., Ltd. গ্র্যান্ডলি খুলেছে, কোর এলিভেটর কম্পোনেন্টের জন্য গ্লোবাল ইন্টেলিজেন্ট ম্যানুফ্যাকচারিং আপগ্রেডের ক্ষমতায়ন
2026-06-20
সিল্ক রোডে নতুন সুযোগ: কাজাখস্তানের লিফট মার্কেট অন্বেষণ
2026-06-20
Nidec আল্ট্রা-পাতলা মেশিন রেট্রোফিট সমাধান
2026-03-21
স্টেটরের জন্য মডুলার একক দাঁত ঘুরিয়ে, উচ্চ-দক্ষ উৎপাদনের জন্য একটি নতুন মান সেট করে
2026-03-02